









Duftfóðrunarstút
1. Þrívíddar/fjórvíddar koaxial duftfóðrunarstút: duftið er sent beint út úr þrívíddar/fjórvíddarstútnum, sameinast á einum punkti, samleitnipunkturinn er lítill, stefna duftsins er minna fyrir áhrifum af þyngdaraflinu og stefnuvirknin er góð, hentugur fyrir þrívíddar leysigeislameðferð og þrívíddarprentun.
2. Hringlaga samása duftfóðrunarstút: Duftið er innstreymt um þrjár eða fjórar rásir og eftir innri einsleitni er duftið sent út í hring og sameinast. Samleitnispunkturinn er tiltölulega stór en jafnari og hentar betur fyrir leysibræðslu með stórum blettum. Það hentar fyrir leysihúðun með hallahorni innan við 30°.
3. Hliðarstút fyrir duftfóðrun: Einföld uppbygging, lágur kostnaður, þægileg uppsetning og stilling; fjarlægðin milli duftúttakanna er mikil og stjórn á dufti og ljósi er betri. Hins vegar eru leysigeislinn og duftinntakið ósamhverft og skönnunarstefnan er takmörkuð, þannig að það er ekki hægt að mynda einsleitt klæðningarlag í neina átt og hentar því ekki fyrir þrívíddarklæðningu.
4. Stönglaga duftfóðrunarstútur: Duftinntak á báðum hliðum, eftir einsleitni með duftúttakseiningunni, gefur frá sér stönglaga duft og safnast saman á einum stað til að mynda 16 mm * 3 mm (sérsniðna) ræmulaga duftbletti og samsvarandi. Samsetning ræmulaga bletta getur gert viðgerðir á stórum leysigeislayfirborðum og aukið skilvirkni til muna.
Duftfóðrari
Helstu breytur tvöfaldrar tunnu duftfóðrara
Duftfóðrari gerð: EMP-PF-2-1
Duftfóðrunarstrokka: tvöfaldur strokka duftfóðrun, PLC sjálfstæð stjórnanleg
Stjórnunarstilling: fljótleg skipti á milli kembiforritunar og framleiðslustillingar
Stærð: 600mmX500mmX1450mm (lengd, breidd og hæð)
Spenna: 220VAC, 50HZ;
Afl: ≤1kw
Sendanleg duftkornastærð: 20-200μm
Hraði duftfóðrunardisks: 0-20 snúninga á mínútu, þrepalaus hraðastilling;
Endurtekningarnákvæmni duftfóðrunar: <±2%;
Nauðsynleg gasgjafi: Köfnunarefni/argon
Annað: Hægt er að aðlaga rekstrarviðmótið eftir þörfum


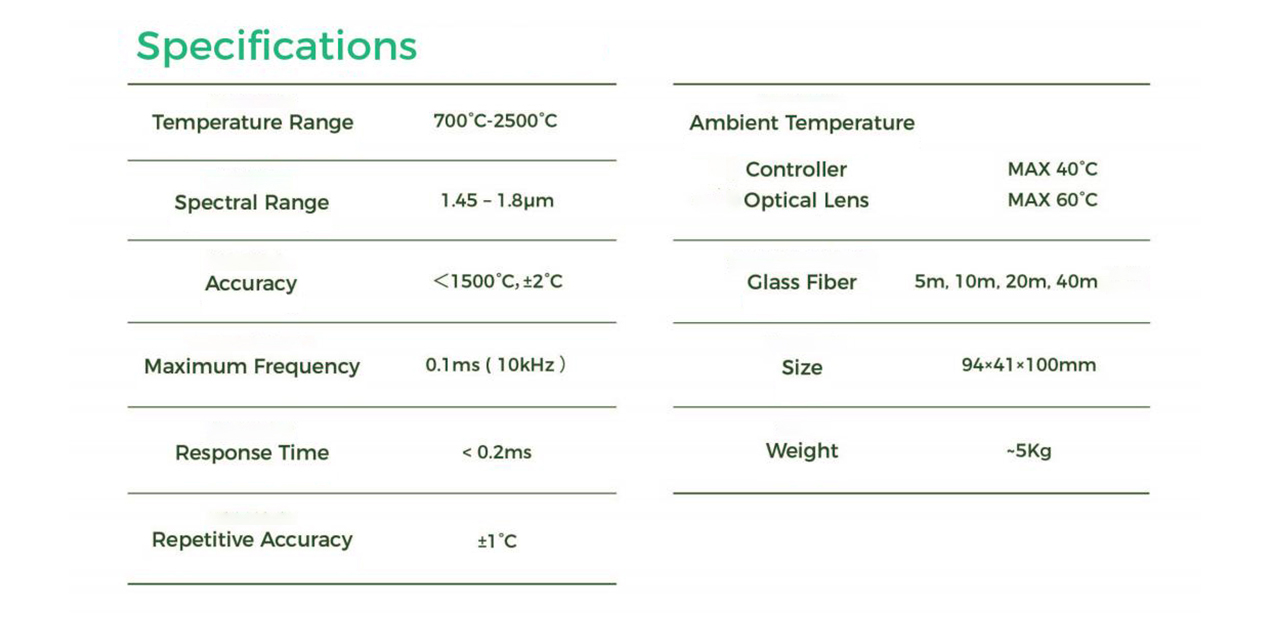
Leysigeislahitamælir
Lokað hitastýring, svo sem leysigeislameðferð, klæðning og yfirborðsmeðferð, getur viðhaldið herðingarhita á brúnum, útskotum eða götum nákvæmlega.
Prófunarhitastigið er frá 700 ℃ til 2500 ℃.
Lokað lykkjustýring, allt að 10kHz.
Öflug hugbúnaðarpakka fyrir
uppsetning ferla, sjónræn framsetning og
gagnageymsla.
Iðnaðar L/O tengi með 24V stafrænum og hliðrænum 0-10V L/O fyrir sjálfvirknilínu
samþætting og leysitenging.
Kostir leysigeislahúðunar


Umsóknir um leysigeislaklæðningu
● Í bílaiðnaðinum, svo sem vélarlokar, strokkgrópar, gírar, útblástursventlasæti og sumir hlutar sem krefjast mikillar slitþols, hitaþols og tæringarþols;
● Í geimferðaiðnaðinum eru sum málmblönduduft húðuð á yfirborð títanblöndu til að leysa vandamál títanblöndu. Ókostir eru mikill núningstuðull og léleg slitþol;
● Eftir að yfirborð mótsins í mótframleiðslunni hefur verið meðhöndlað með leysigeislahúðun, batnar yfirborðshörku þess, slitþol og hitastigsþol verulega;
● Notkun leysigeislaklæðningar fyrir rúllur í stáliðnaðinum er orðin mjög algeng.
breytu
Vinnuregla leysigeislahúðunar
Með því að bæta klæðningarefnum við yfirborð undirlagsins og nota leysigeisla með mikilli orkuþéttleika til að bræða það saman við þunna lagið á yfirborði undirlagsins, myndast málmfræðilega bundið klæðningarlag á yfirborði undirlagsins.
Við þurfum að vita
Ef þú vilt vita hvort leysigeislun henti þér þarftu að nefna eftirfarandi atriði:
1. Úr hvaða efni er varan þín; hvaða efni þarf að klæða;
2. Lögun og stærð vörunnar, það er best að láta fylgja með myndir;
3. Sérstakar vinnslukröfur þínar: vinnslustaða, breidd, þykkt og afköst vörunnar eftir vinnslu;
4. Þarfnast skilvirkni í vinnslu;
5. Hver er kostnaðarkrafan?
6. Tegund leysis (ljósleiðari eða hálfleiðari), afl og æskileg fókusstærð; hvort um er að ræða stuðningsvélmenni eða vélbúnað;
7. Þekkir þú leysigeislahúðunarferlið og þarftu tæknilega aðstoð?
8. Eru einhverjar nákvæmar kröfur um þyngd leysigeislahúðunarhaussins (sérstaklega ætti að taka tillit til álags vélmennisins þegar vélmennið er stutt);
9. Hver er afhendingartími kröfunnar?
10. Þarftu prófarkalestur (stuðningsprófarkalestur)?







