
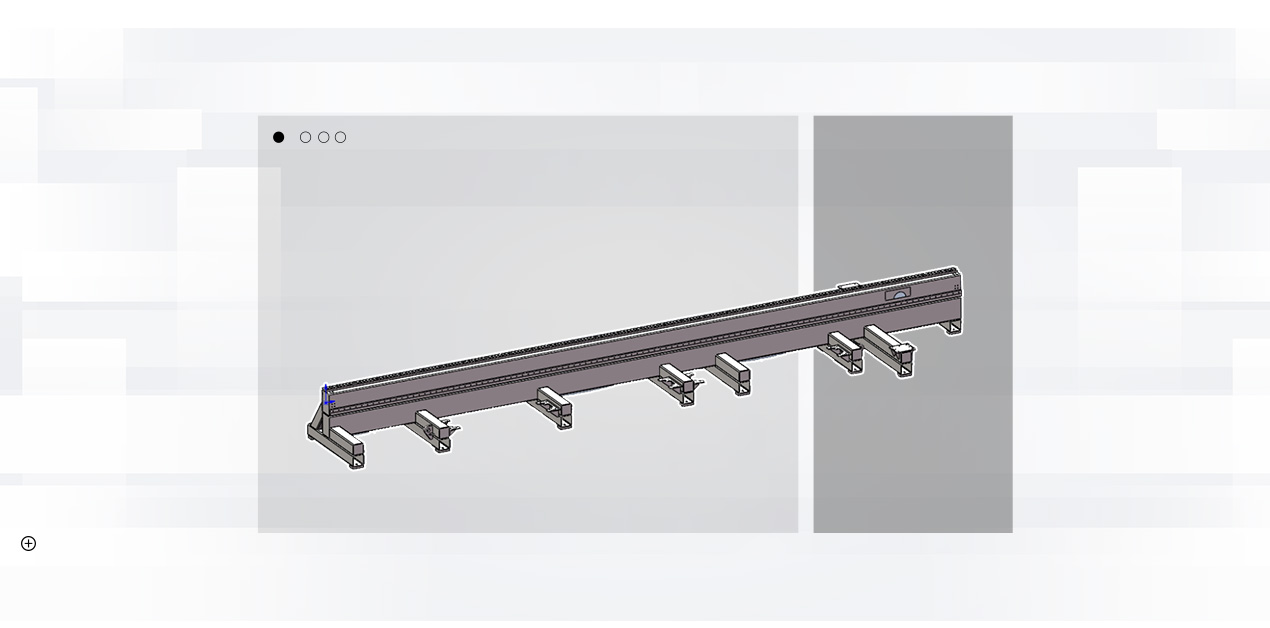
Hliðarhengjandi uppbygging - eitt stykki - soðið rúm
Beðið er með hliðarhengjandi uppbyggingu og eitt stykki af suðubeði sem er glóðað til að útrýma innri spennu. Eftir grófa vinnslu er titringsöldrun framkvæmd áður en vinnslu er lokið, sem bætir verulega stífleika og stöðugleika vélarinnar og tryggir nákvæmni vélarinnar. AC servó mótorinn er stjórnaður af tölulegu stýrikerfi og chuckinn framkvæmir gagnkvæma hreyfingu í Y-átt eftir að mótorinn er knúinn áfram, sem framkvæmir hraða hreyfingu og fóðrunarhreyfingu. Bæði Y-ás rekkinn og línulega leiðarinn eru úr hágæða efnum, sem tryggja á áhrifaríkan hátt nákvæmni gírkassans; takmörkunarrofar eru stjórnaðir á báðum endum höggsins og harður takmörkunarbúnaður er settur upp á sama tíma, sem tryggir á áhrifaríkan hátt öryggi hreyfingar vélarinnar; vélin er búin sjálfvirkri smurningu sem bætir smurolíu við hreyfanlega hluta beðsins með reglulegu millibili til að tryggja að hreyfanlegir hlutar gangi í góðu ástandi, sem getur aukið endingartíma leiðarinna, gíra og rekka.
Framfóðrunartæki
Fremri fóðrunarbúnaðurinn inniheldur stuðningsplötu sem er stjórnað af loftstrokka, sem styður við rörið þegar skorið rör er langt og kemur í veg fyrir að það sigi.
Þegar vinnustykkið er skorið styður upphækkaður stuðningsstrokka stuðningsplötuna til að styðja við rörið og koma í veg fyrir að það sigi. Þegar vinnustykkið er skorið eru allir upphækkuðu stuðningsstrokkanir dregnir til baka og vinnustykkið fellur á þéttiplötuna og rennur á geymslustað. Virkni strokksins er sjálfkrafa stjórnað af kerfinu.
Framhlutinn er einnig skipt í eftirfylgni og handvirka stillingu.

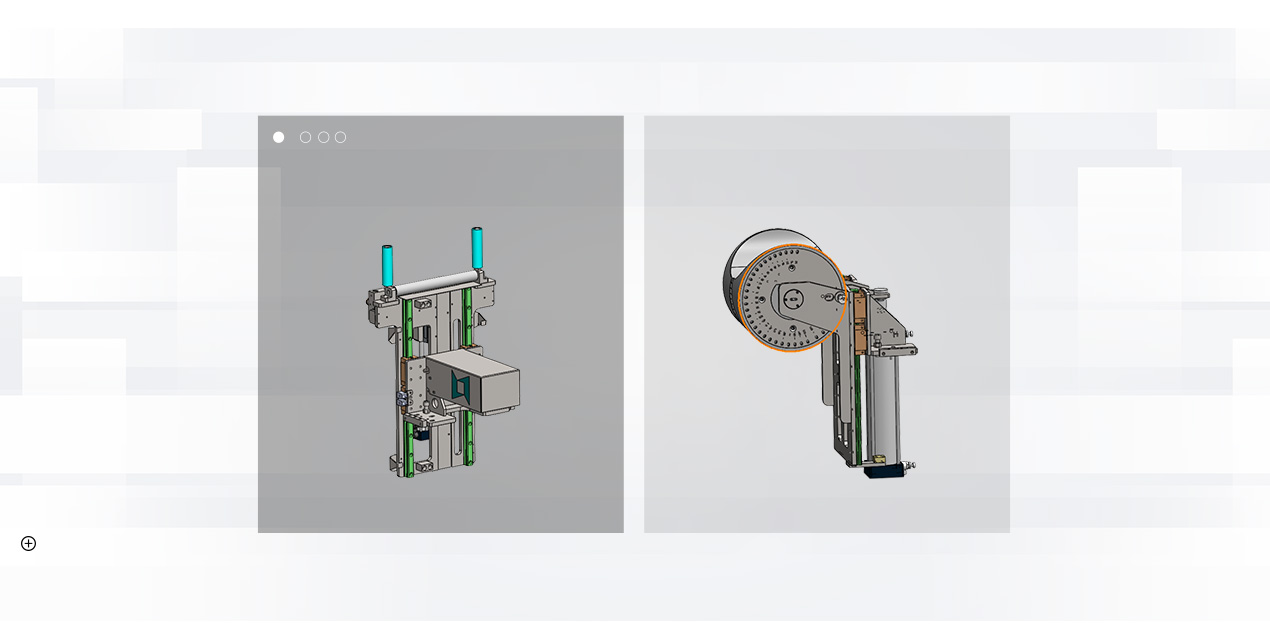
Stuðningskerfi
Það eru þrjár gerðir af stuðningsbúnaði sem eru settir upp á rúminu og eru tvær gerðir í boði:
1. Eftirfylgnistuðningurinn er stjórnaður af sjálfstæðum servómótor til að hreyfast upp og niður, aðallega til að framkvæma eftirfylgnistuðning við óhóflega aflögun á löngum skornum pípum (pípum með litlum þvermál). Þegar aftari klemman færist í samsvarandi stöðu er hægt að lækka hjálparstuðninginn til að forðast aflögun.
2. Hjólstuðningurinn með breytilegu þvermál er lyftur og lækkaður með strokknum og hægt er að stilla hann handvirkt í mismunandi mælikvarða til að styðja við rör af mismunandi stærðum.
Chuck-Part
Spennan skiptist í tvo loftknúna fullslagsspennu ...
Undir samskeytingunni á tvöföldum klemmum er hægt að ná stuttum halaskurði og stuttur hali munnsins getur náð 20-40 mm, en styður stutta halaskurð á lengri hala.
TN serían af pípuskurðarvélinni notar aðferðina til að hreyfa og forðast klemmu, sem getur gert skurðinn með tveimur klemmum allan tímann og mun ekki valda því að pípan verði of löng og óstöðug og nákvæmnin er ekki nægjanleg.

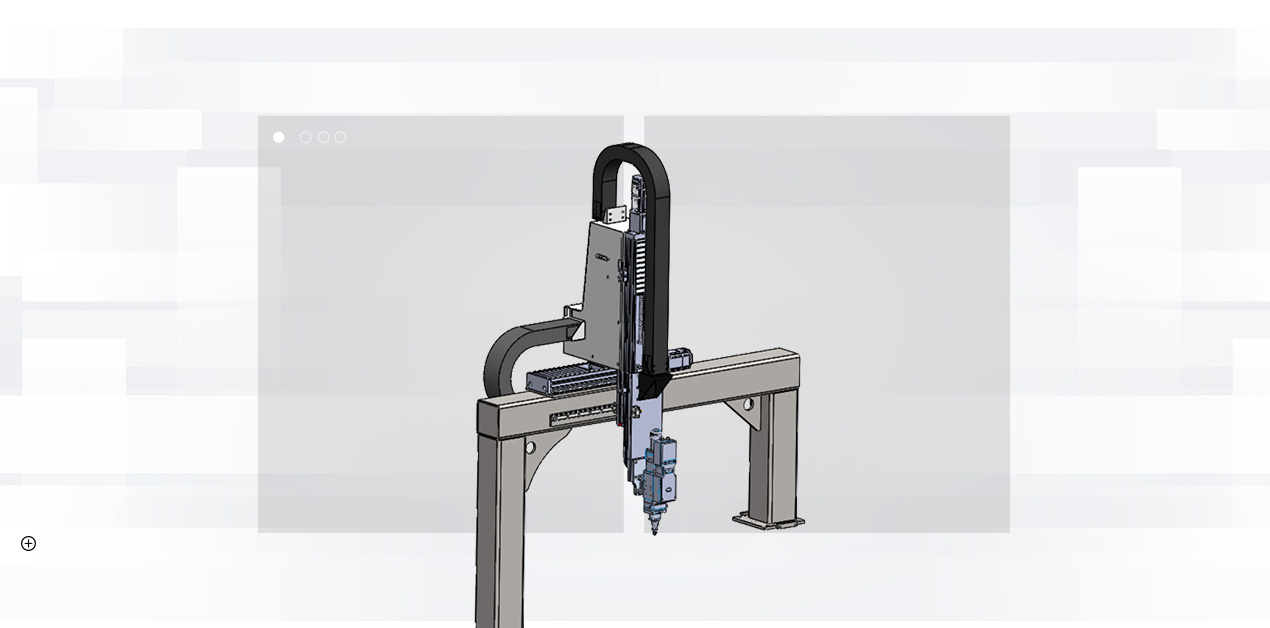
Ás-tæki
Þverslá X-ás tækisins notar gantry uppbyggingu, sem er soðin með blöndu af ferkantaðri rör og stálplötu. Gantry íhluturinn er festur á rúminu og X-ásinn er knúinn áfram af servómótor til að knýja tannhjólið og tannhjólið til að ná fram gagnkvæmri hreyfingu renniplötunnar í X átt. Í hreyfingunni stýrir takmörkunarrofinn högginu til að takmarka stöðuna til að tryggja öryggi kerfisins.
Á sama tíma hefur X/Z-ásinn sinn eigin líffærahlíf til að vernda innri uppbyggingu og ná betri vörn og rykhreinsunaráhrifum.
Z-ás tækið gerir sér aðallega grein fyrir upp- og niðurhreyfingu leysihaussins.
Hægt er að nota Z-ásinn sem CNC-ás til að framkvæma sína eigin innsetningu og á sama tíma er hægt að tengja hann við X- og Y-ásana og einnig er hægt að skipta yfir í eftirfylgnistýringu til að mæta þörfum mismunandi aðstæðna.
Kostir málmpípu trefjalaserskurðarvéla 62TN